
bd vacutainer blood collection tubes supplier are the most important parts of the process in a hospital and clinical laboratory, which are primarily used to offer safe and controlled blood collection. Each tube is capable of preserving the chemical as well as the cellular composition of the sample for accurate tests. The additives are made suitable for different types of tests like hematology, chemistry, or coagulation assays. The color-coded caps and the volume markings are very helpful for the laboratory staff to easily identify and handle the materials correctly. In the case of working with centrifuges, analyzers, and barcode systems, bd vacutainer blood collection tubes supplier play a major role in accelerating hospital workflows. Their trustworthy structure guarantees that blood samples are free from any contamination and can be traced, thus providing support for regular diagnostic results and smooth laboratory operations.

In laboratory diagnostics performed through imaging or during preoperative assessments, bd vacutainer blood collection tubes supplier are used to obtain blood for biochemical, hematologic, or coagulation analysis. Blood tubes remain intact throughout the process of transportation and testing. Laboratory workers depend on premade additives and fixed volumes to provide accurate and consistent results. Different tube types for particular tests can be easily identified through their colored caps. The use of bd vacutainer blood collection tubes supplier in preoperative and laboratory processes enables hospitals to handle blood samples quickly and efficiently, guaranteeing reliable results for surgical planning and contributing to patient safety through quick and accurate diagnostics.

The evolution of bd vacutainer blood collection tubes supplier will surely bring small and light designs for field hospitals, mobile clinics, or decentralized laboratory testing. Tubes will likely be improved with better ventilation to withstand harsh temperatures and rough handling during transport, thus providing reliable sample collection even out of the classic hospital settings. These tubes might be given to hospitals for emergency or community testing programs. Advanced pre-measured additives and color-coded identification will preserve accuracy even in non-traditional settings. Future bd vacutainer blood collection tubes supplier will feature already mentioned characteristics plus compatibility with automated analysis systems ensuring flexible clinical as well as research workflows.
The care standards for bd vacutainer blood collection tubes supplier prioritize sterility and environmental safety. The tubes should be stored in the original packaging until they are needed for the patient. The laboratory should have clean air supply to minimize the risk of contamination. Refreshers for the staff are done regularly to make sure everyone knows how to handle and dispose of materials correctly. Hospitals can have different storage places for tube types to reduce the possibility of mix-ups. Adhering to these maintenance guidelines, healthcare facilities are able to deliver the same quality of tubes, secure the patients' safety, and keep the laboratory diagnostics at a high level.
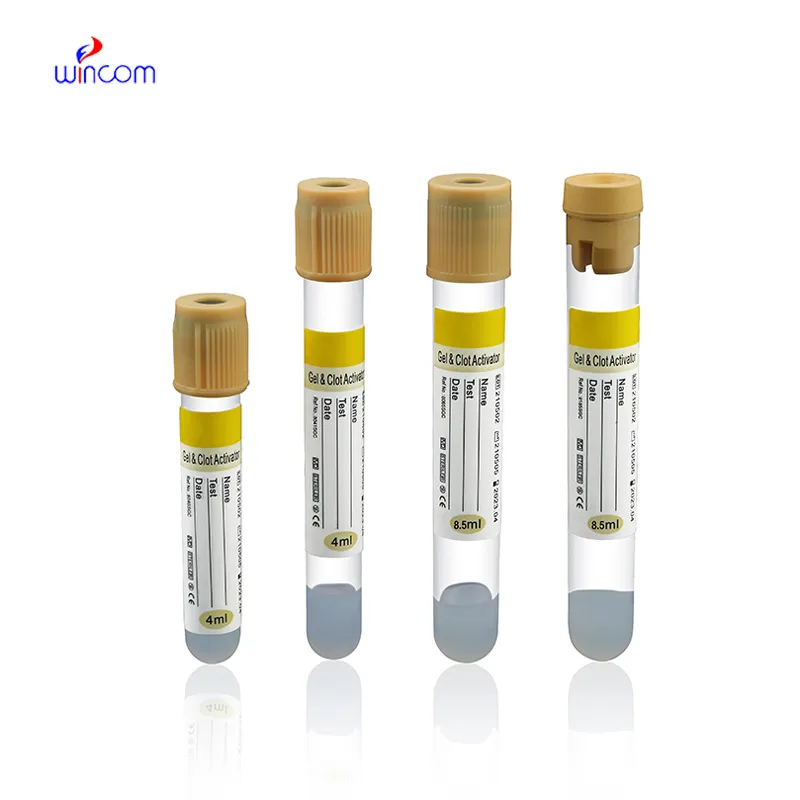
bd vacutainer blood collection tubes supplier serve as the primary instruments in the laboratory of hospitals that guarantee safe and efficient blood sample collection. They are made to prevent sample degradation, and very often, depending on the tests, they come pre-filled with anticoagulants or clot activators. The tubes are color-coded and sized in a standard way to prevent confusion in identification. In hospital settings, proper use of bd vacutainer blood collection tubes supplier leads to precise laboratory outcomes and at the same time, cuts down the risk of contamination. These tubes are indispensable in the hands of laboratory professionals and phlebotomists during a variety of diagnostic procedures, ranging from the simple complete blood count to the complex biochemical tests, thereby making them an integral part of hospital diagnostic workflows.
Q: What is the purpose of Blood Collection Tubes in emergency departments? A: The main function is to facilitate quick and secure blood collection for urgent diagnostic tests. Q: Are Blood Collection Tubes suitable for infants and children? A: Absolutely, there are specialized smaller-volume tubes for both pediatric and neonate applications. Q: What is the procedure when a Blood Collection Tube gets broken? A: The broken tubes cannot be used and should be disposed of per the hospital's rules. Q: Will Blood Collection Tubes leak if there is an accident? A: Leakage during handling and transport is minimized through the secure caps that are designed for these tubes. Q: What methods do hospitals use for tracking Blood Collection Tubes? A: A number of hospitals are using either labeling or barcode systems for sample identification and traceability.
The delivery bed is well-designed and reliable. Our staff finds it simple to operate, and patients feel comfortable using it.
The centrifuge operates quietly and efficiently. It’s compact but surprisingly powerful, making it perfect for daily lab use.
To protect the privacy of our buyers, only public service email domains like Gmail, Yahoo, and MSN will be displayed. Additionally, only a limited portion of the inquiry content will be shown.
We’re interested in your delivery bed for our maternity department. Please send detailed specifica...
Hello, I’m interested in your water bath for laboratory applications. Can you confirm the temperat...
E-mail: [email protected]
Tel: +86-731-84176622
+86-731-84136655
Address: Rm.1507,Xinsancheng Plaza. No.58, Renmin Road(E),Changsha,Hunan,China

 af
af
 es
es
 ar
ar
 tr
tr
 sw
sw
 pt
pt
 th
th
 ur
ur
 bn
bn
 ne
ne
 vi
vi
 km
km
 lo
lo
 de
de
 ru
ru
 fi
fi
 nl
nl
 fa
fa
 fr
fr
 ko
ko













