
The main goal of vacuum blood collection tube supplier is the preservation of blood samples from the time they are collected until laboratory processing. The sterile design, secure closures, and pre-measured additives guarantee the stability of cellular and plasma components. These tubes are used by hospitals and research centers to lower contamination risks and facilitate automated testing processes. Their ability to work with centrifuges, analyzers, and barcode systems allows for quick and accurate sample tracking and processing. The color codes help the medical staff and the laboratory workers to quickly identify the type of tube. By delivering dependable performance, vacuum blood collection tube supplier become a crucial tool for laboratory diagnostics that are accurate, safe, and reproducible.

Infectious disease units utilize vacuum blood collection tube supplier to obtain blood for detection of pathogens, serology, and molecular diagnostics. Their sterile construction along with chemical additives help in the stabilization of samples for the testing process thus giving accurate results. Hospital personnel place colored caps on the tubes according to a code indicating the assays to which the tubes are assigned, thus facilitating prompt processing and lessening the risk of contamination. Tubes are compatible with automated analyzers which makes them a part of the efficient workflow in high-demand environments. The use of vacuum blood collection tube supplier in these units allows healthcare facilities to keep a constant and prompt detection of infections thus providing a better patient safety and support in the infection control protocols as well.

The future of vacuum blood collection tube supplier will probably be characterized by the use of high-tech materials that not only improve sample preservation but also have less negative effect on the environment. It is possible that hospitals will switch to using tubes that can be broken down naturally or recycled but still have all the attributes of being sterile and chemically stable. The combination with digital tracking systems might make it possible to monitor the sample's collection, transport, and processing in real-time. These new technologies will support laboratories in their efforts to keep high throughput, provide traceability, and lower pre-analytical errors. Clinical testing requirements are getting more complicated, thus, vacuum blood collection tube supplier will change in such a way as to satisfy the dual purpose of sustainability and having the precision, non-variability, and reproducibility of results in both hospital and research settings.
The vacuum blood collection tube supplier long term care is based on constant adherence to the requirements presented by both the manufacturer and the hospital. Tubes, for their part, need to be kept in places with controlled temperatures and have to be moisture-free. Usage patterns and expiration dates are monitored with the help of inventory systems. Lab personnel should dispose of tubes that are damaged or affected in any way on an immediate basis. Adhering to disposal protocols not only keeps the environment clean but also protects the staff. By the application of thorough maintenance and care practices, the vacuum blood collection tube supplier persist to provide the hospitals with precise blood collection and trustworthy laboratory diagnostics across all departments.
Infectious disease units rely on vacuum blood collection tube supplier for the safe collection of blood samples for serological and molecular testing. Tubes that are sealed and sterile will ensure that both the patient and the laboratory staff do not come into contact with any danger. Among the advantages of having additives inside the tubes, is that the pathogens are detected accurately because the blood components are stabilized. Properly labeled and handled vacuum blood collection tube supplier provide compliance with hospital safety protocols and allow for the traceability of the samples. Their use makes rapid diagnostic workflows possible, thus giving doctors the opportunity to quickly detect infections and to apply interventions that are timely. Tubes like these are crucial in hospitals where blood collection is required to be accurate, safe, and efficient at the same time.
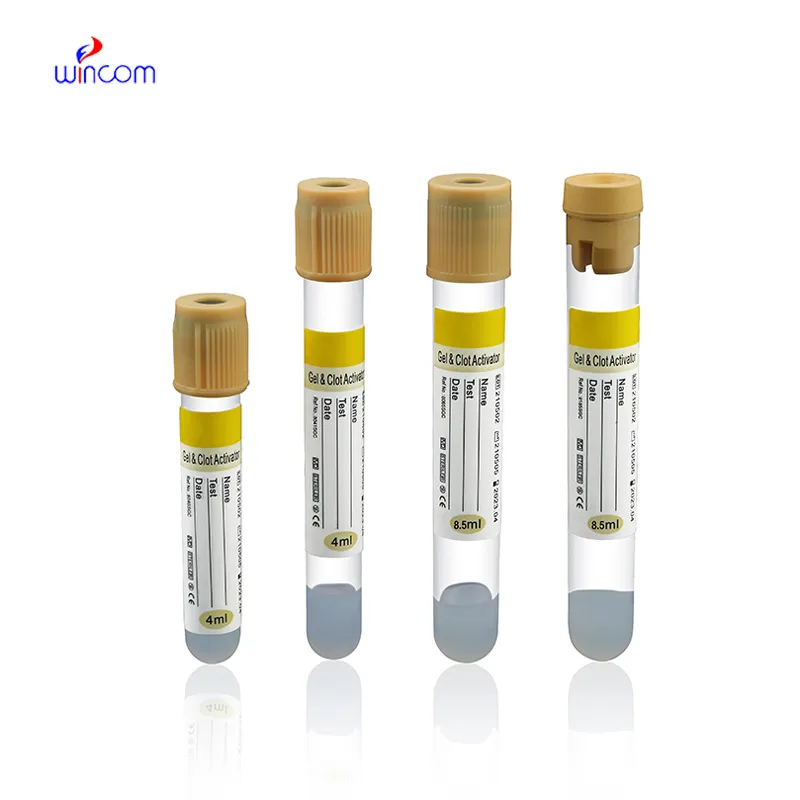
Q: What is a Blood Collection Tube used for? A: A Blood Collection Tube is used to collect and preserve blood samples for laboratory testing in hospitals and clinical laboratories. Q: Why do Blood Collection Tubes have different cap colors? A: The various colors of the caps show the specific additives that are meant for different diagnostic tests. Q: Are Blood Collection Tubes sterile? A: Absolutely, these tubes are produced in very tight sterile environments to keep them contamination-free. Q: Can Blood Collection Tubes be reused? A: The tubes are disposable and per patient use only, which is a measure to keep the patient safe and ensure the accuracy of the test. Q: How should Blood Collection Tubes be stored before use? A: Blood Collection Tubes should be stored in a recommended temperature range that is clean and dry.
The delivery bed is well-designed and reliable. Our staff finds it simple to operate, and patients feel comfortable using it.
The microscope delivers incredibly sharp images and precise focusing. It’s perfect for both professional lab work and educational use.
To protect the privacy of our buyers, only public service email domains like Gmail, Yahoo, and MSN will be displayed. Additionally, only a limited portion of the inquiry content will be shown.
Hello, I’m interested in your water bath for laboratory applications. Can you confirm the temperat...
I’m looking to purchase several microscopes for a research lab. Please let me know the price list ...
E-mail: [email protected]
Tel: +86-731-84176622
+86-731-84136655
Address: Rm.1507,Xinsancheng Plaza. No.58, Renmin Road(E),Changsha,Hunan,China

 af
af
 es
es
 ar
ar
 tr
tr
 sw
sw
 pt
pt
 th
th
 ur
ur
 bn
bn
 ne
ne
 vi
vi
 km
km
 lo
lo
 de
de
 ru
ru
 fi
fi
 nl
nl
 fa
fa
 fr
fr
 ko
ko














